電解拋光研磨(EP)

有利於高品質的衛生管理及產品組成穩定性的電解拋光研磨
「電解拋光研磨」為去除產品上細微的毛邊及粒子的同時,形成耐腐蝕性優越之富含鉻的鈍態膜。特別有利於藥品、化學、醫療、半導體、飲料等製造設備所要求的衛生管理及產品組成的穩定性。製作因應多樣形狀與大小的治具、電擊,亦可提供細管之電解拋光研磨的服務。
特別是篠山工場社,作為電解拋光研磨(EP)的專門工廠,從1985年以後已持續30年以上電解拋光研磨技術的鑽研與致力於Know-how的累積。研磨對象的範圍、以及最終精修的品質,均獲得客戶們最高的評價。
電解拋光研磨 / EP(Electrolytic polishing)
藉由電解反應而在不銹鋼材料表面形成已濃縮之鉻的鈍化膜。產生強固且平滑的光澤面。於細管或複雜形狀之內面形成均勻的層,需要極高的技術。亦稱為EP(Electrolytic polishing)。
電解拋光研磨的特徵與優點
電解拋光研磨(EP)的特徵
- 處理面非常的光滑(潤澤光感)
- 存在有緻密的鈍化膜
- 被具有優越耐腐蝕性的濃縮鉻層(富鉻層)包覆
電解拋光研磨(EP)的優點
- 提升洗淨性
- 難以附著細微粉末之特性
- 強韌的防銹效果
- 提升抗化學性
- 無加工變質層
電解拋光研磨裝置
用以將材料投入電解液中並加以通電的裝置。
複雜形狀的材料,會因為電極的形狀與配置而影響電解拋光研磨的加工結果。
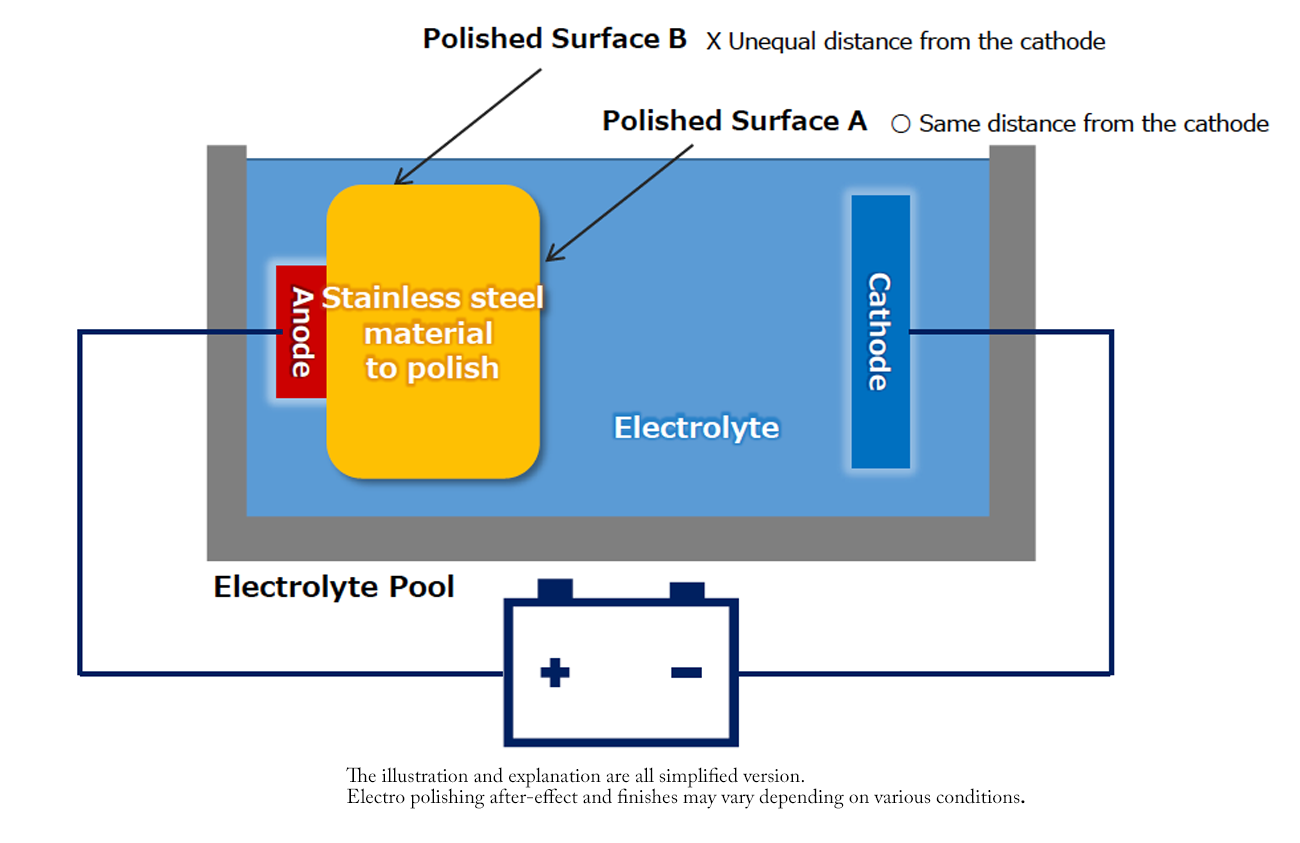
電解拋光研磨為藉由微量級的化學反應進行處理,並無法去除大尺寸的凹凸。
必須預先將不銹鋼材進行拋光研磨等基底處理才可以。
電解拋光研磨(EP)的原理
黏液層的特性
①在電解液中生成具有黏性的初期氧化層
②與電解液之間的面幾乎為平面
③黏液層相對於電解液的電阻率略大於1位數
因此,電流較易流動的山峰部便會優先被溶解,形成平坦化的不銹鋼材表面。
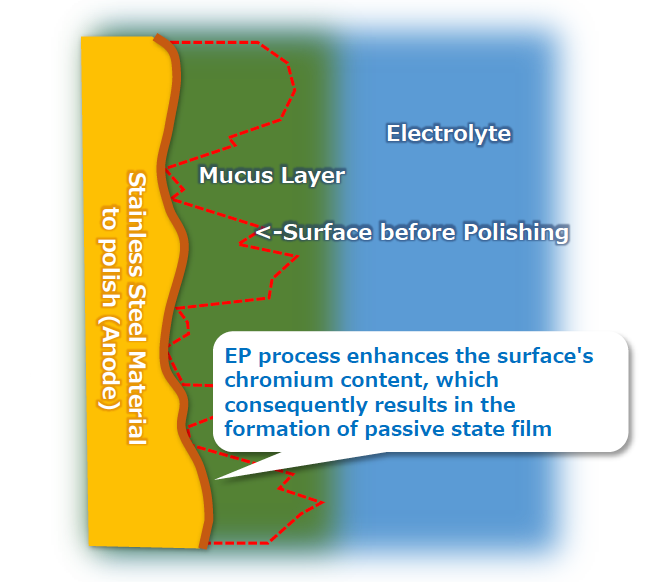
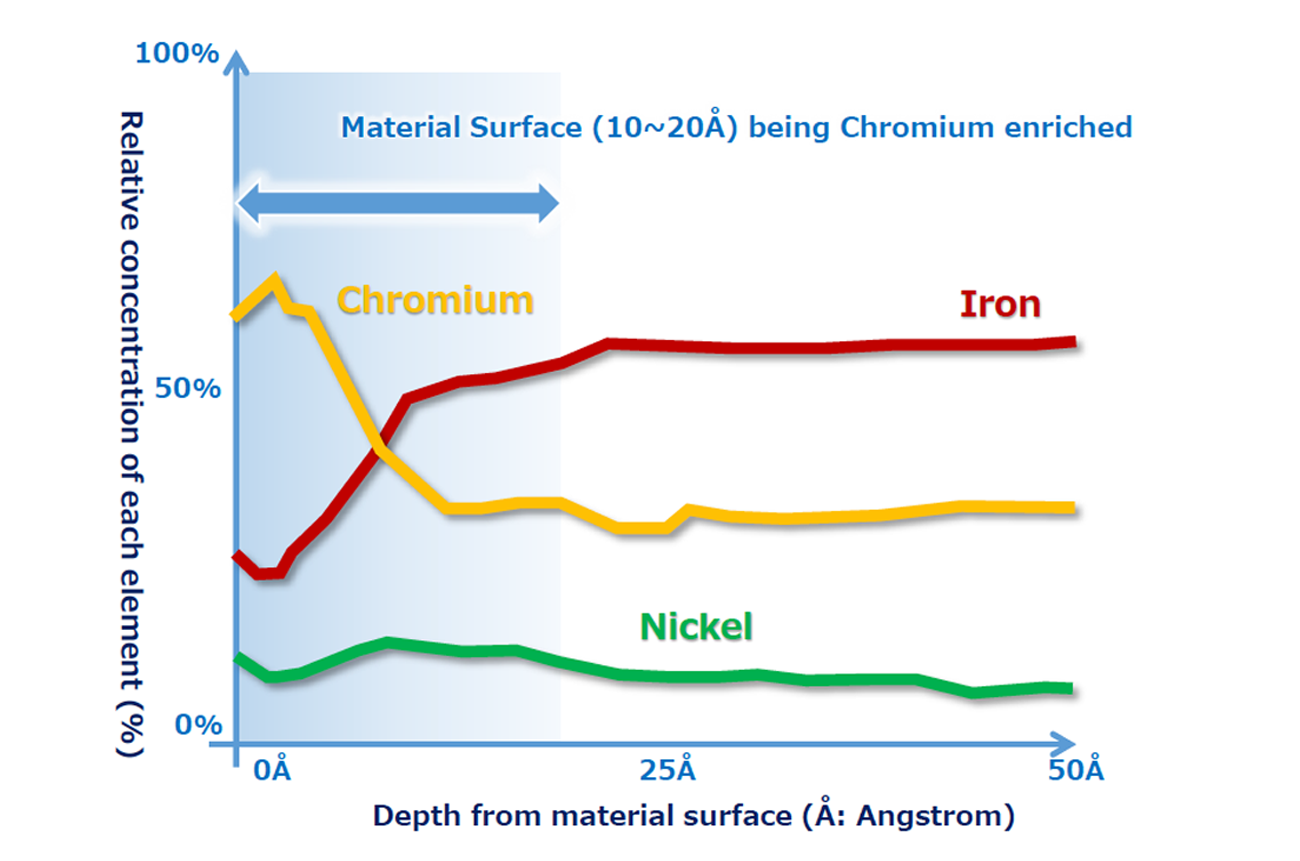
富含鉻的表面
①溶出易電解的鐵,而可形成鉻濃度高的層
②厚度為10~20Å,無色透明
③鉻比鐵更快氧化
因此,在不銹鋼表面藉由富含鉻的氧化鉻而形成強固的鈍態膜。
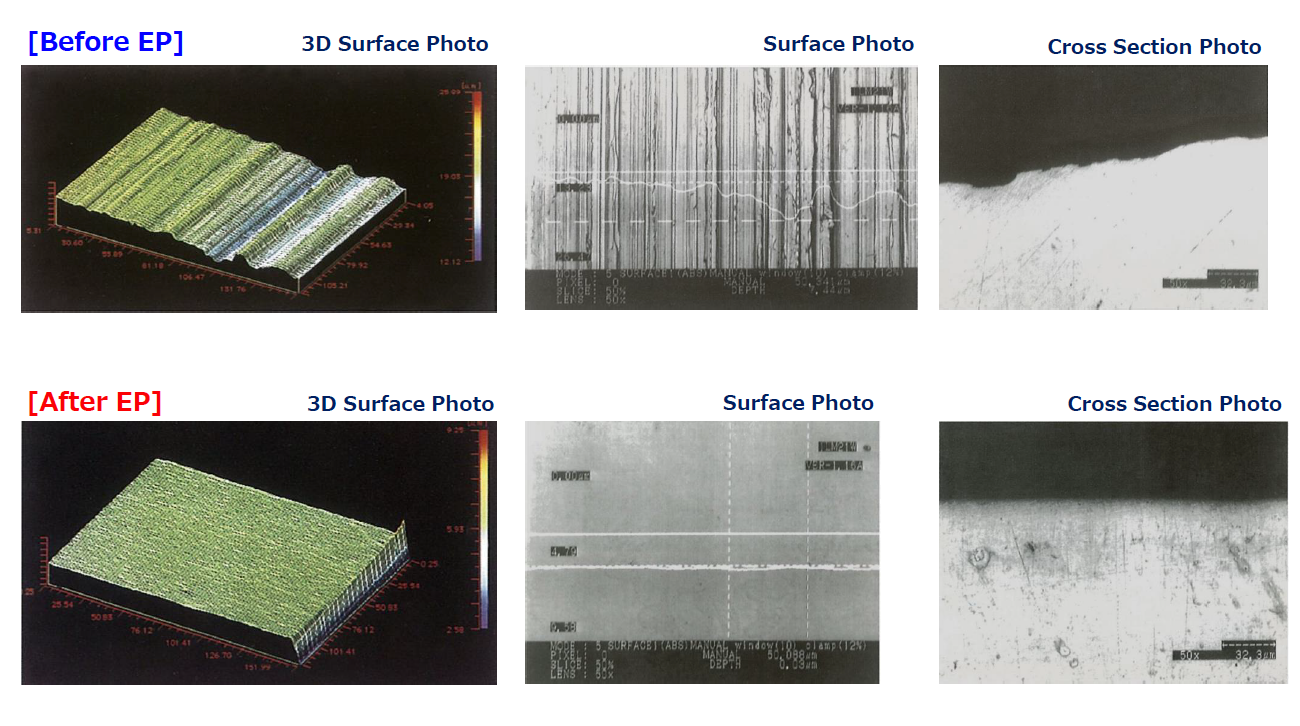
將衛生用途配管進行電解拋光研磨之前與之後的照片
富含鉻之電解拋光研磨後的不銹鋼材表面的狀態
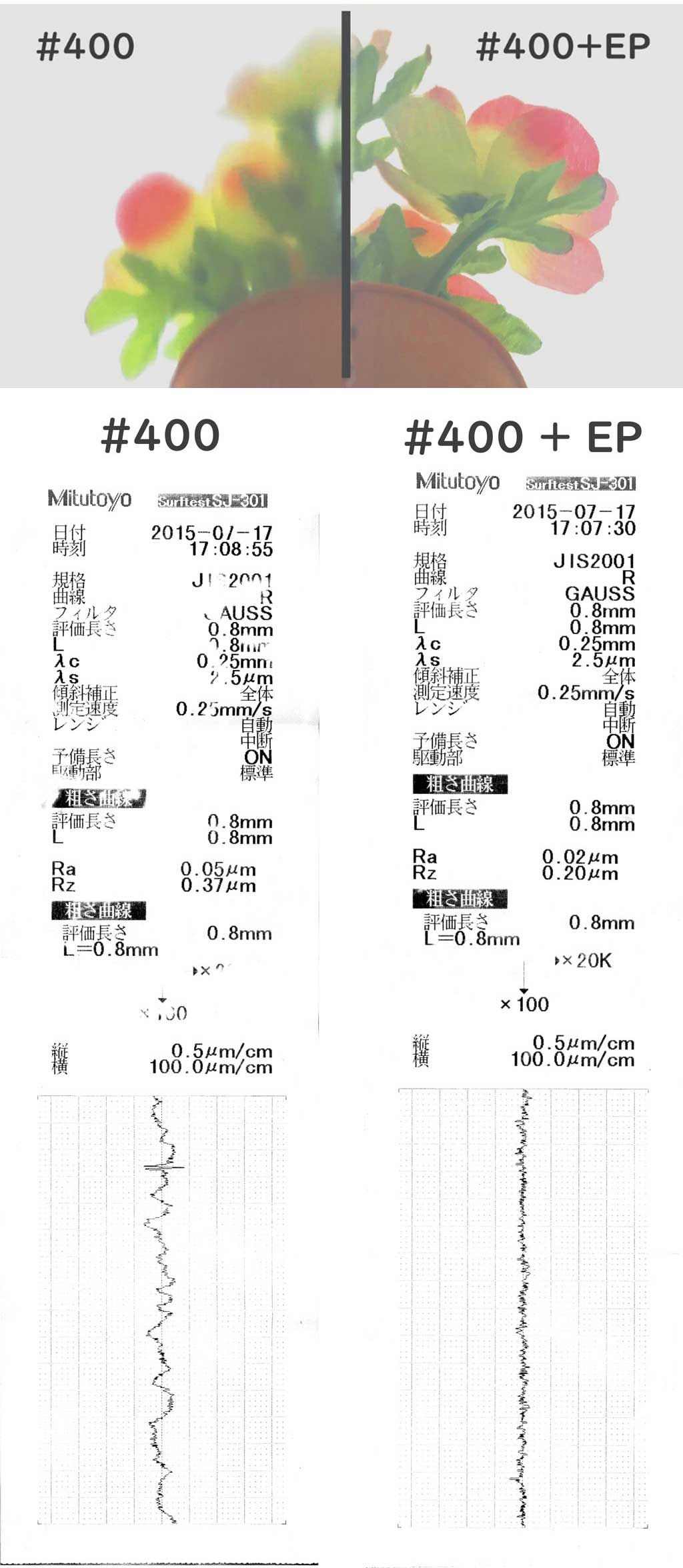
研磨樣品的實測例
關於用語的註記
Å(埃;Angstron)
表示1Å(埃)=10的-10次方m(0.1奈米)之單位。
在國際至單位(SI)中,被認定為「其他非SI單位」,本單位的使用在正式場合下並不被認可。
在日本的計量法中僅認可在「電磁波的波長、膜厚或物體表面粗糙度或有關於晶格的長度計測」中的使用。(節選自Wikipedia)